നിങ്ങളുടെ മാഗ്നബെൻഡിൽ നിന്ന് കൂടുതൽ നേടുന്നു
നിങ്ങളുടെ മാഗ്നബെൻഡ് മെഷീന്റെ ബെൻഡിംഗ് പ്രകടനം വർദ്ധിപ്പിക്കുന്നതിന് നിങ്ങൾക്ക് നിരവധി കാര്യങ്ങൾ ചെയ്യാനാകും.
ഒരു വളവ് ചെയ്യാൻ നിങ്ങൾ ചെലവഴിക്കുന്ന സമയം കുറയ്ക്കുക.യന്ത്രം ചൂടാകുന്നത് തടയാൻ ഇത് സഹായിക്കും.കോയിൽ ചൂടാകുമ്പോൾ അതിന്റെ പ്രതിരോധം വർദ്ധിക്കുകയും അതിനാൽ അത് കുറച്ച് കറന്റ് എടുക്കുകയും അങ്ങനെ കുറച്ച് ആമ്പിയർ-ടേണുകൾ ഉണ്ടാകുകയും അങ്ങനെ കാന്തിക ശക്തി കുറയുകയും ചെയ്യും.
കാന്തത്തിന്റെ ഉപരിതലം വൃത്തിയുള്ളതും കാര്യമായ ബർറുകളില്ലാത്തതുമായി സൂക്ഷിക്കുക.ഒരു മിൽ ഫയൽ ഉപയോഗിച്ച് ബർറുകൾ സുരക്ഷിതമായി നീക്കംചെയ്യാം.കാന്തത്തിന്റെ ഉപരിതലത്തിൽ എണ്ണ പോലെയുള്ള ലൂബ്രിക്കേഷൻ ഇല്ലാതെ സൂക്ഷിക്കുക.വളവ് പൂർത്തിയാകുന്നതിന് മുമ്പ് വർക്ക്പീസ് പിന്നിലേക്ക് സ്ലിപ്പ് ചെയ്യാൻ ഇത് കാരണമായേക്കാം.
കനം ശേഷി:
ഒന്നോ അതിലധികമോ ധ്രുവങ്ങളിൽ വായു വിടവുകൾ (അല്ലെങ്കിൽ കാന്തികേതര വിടവുകൾ) ഉണ്ടെങ്കിൽ കാന്തം വളരെയധികം ക്ലാമ്പിംഗ് ബലം നഷ്ടപ്പെടുത്തുന്നു.
വിടവ് നികത്താൻ ഒരു സ്ക്രാപ്പ് സ്റ്റീൽ ഇട്ടുകൊണ്ട് നിങ്ങൾക്ക് പലപ്പോഴും ഈ പ്രശ്നം മറികടക്കാൻ കഴിയും.കട്ടിയുള്ള മെറ്റീരിയൽ വളയ്ക്കുമ്പോൾ ഇത് വളരെ പ്രധാനമാണ്.ഫില്ലർ പീസ് വർക്ക്പീസിന്റെ അതേ കനം ആയിരിക്കണം, വർക്ക്പീസ് ഏത് തരത്തിലുള്ള ലോഹമാണെങ്കിലും അത് എല്ലായ്പ്പോഴും സ്റ്റീൽ ആയിരിക്കണം.ചുവടെയുള്ള ഡയഗ്രം ഇത് വ്യക്തമാക്കുന്നു:
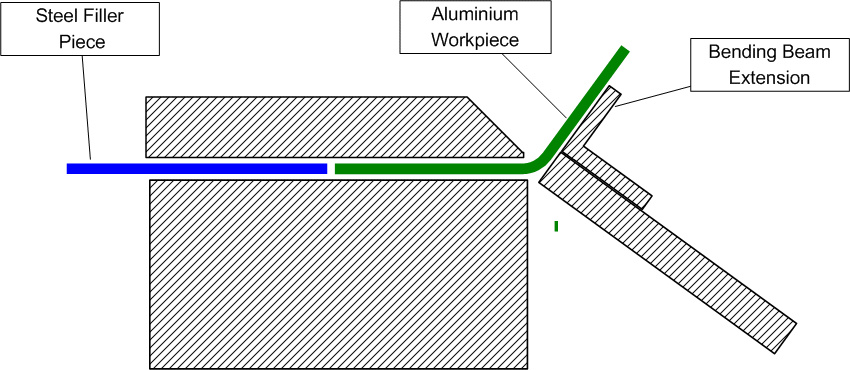
മെഷീൻ കട്ടിയുള്ള ഒരു വർക്ക്പീസ് വളയ്ക്കുന്നതിനുള്ള മറ്റൊരു മാർഗ്ഗം, ബെൻഡിംഗ് ബീമിലേക്ക് വിശാലമായ ഒരു വിപുലീകരണ കഷണം ഘടിപ്പിക്കുക എന്നതാണ്.ഇത് വർക്ക്പീസിന് കൂടുതൽ സ്വാധീനം നൽകും, എന്നാൽ വർക്ക്പീസിന് വിപുലീകരണത്തിൽ ഇടപഴകാൻ മതിയായ വീതിയുള്ള ലിപ് ഇല്ലെങ്കിൽ ഇത് ഒരു സഹായവും ചെയ്യില്ല.(ഇതും മുകളിലെ ഡയഗ്രാമിൽ ചിത്രീകരിച്ചിരിക്കുന്നു).
പ്രത്യേക ഉപകരണം:
മാഗ്നബെൻഡിനൊപ്പം പ്രത്യേക ടൂളിംഗ് എളുപ്പത്തിൽ ഉൾപ്പെടുത്താൻ കഴിയുന്നത് അതിന്റെ ശക്തമായ സവിശേഷതകളിൽ ഒന്നാണ്.
ഉദാഹരണത്തിന്, ഒരു വർക്ക്പീസിൽ ഒരു ബോക്സ് എഡ്ജ് രൂപപ്പെടുത്തുന്നതിന് പ്രത്യേക നേർത്ത മൂക്ക് ഉപയോഗിച്ച് മെഷീൻ ചെയ്ത ഒരു ക്ലാമ്പ്ബാർ ഇതാ.(നേർത്ത മൂക്ക് കുറച്ച് ക്ലാമ്പിംഗ് ശക്തിയും കുറച്ച് മെക്കാനിക്കൽ ശക്തിയും നഷ്ടപ്പെടും, അതിനാൽ ലോഹത്തിന്റെ ഭാരം കുറഞ്ഞ ഗേജുകൾക്ക് മാത്രമേ ഇത് അനുയോജ്യമാകൂ).(ഒരു Magnabend ഉടമ നല്ല ഫലങ്ങളുള്ള ഉൽപ്പാദന ഇനങ്ങൾക്കായി ഇതുപോലുള്ള ടൂളിംഗ് ഉപയോഗിച്ചു).

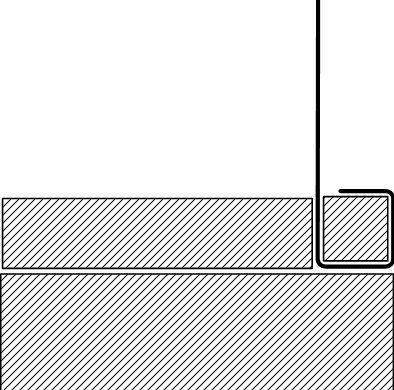
ഇടത് വശത്ത് കാണിച്ചിരിക്കുന്നതുപോലെ ടൂളിംഗ് നിർമ്മിക്കുന്നതിന് അടിസ്ഥാന സ്റ്റീൽ ഭാഗങ്ങൾ സംയോജിപ്പിച്ച് പ്രത്യേകമായി മെഷീൻ ചെയ്ത ക്ലാമ്പ്ബാറിന്റെ ആവശ്യമില്ലാതെ ഈ ബോക്സ് എഡ്ജ് ആകൃതിയും രൂപപ്പെടുത്താം.
(ഈ രീതിയിലുള്ള ടൂളിംഗ് നിർമ്മിക്കുന്നത് എളുപ്പമാണ്, എന്നാൽ പ്രത്യേകം മെഷീൻ ചെയ്ത ക്ലാമ്പ്ബാറുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഇത് ഉപയോഗിക്കാൻ സൗകര്യപ്രദമല്ല).
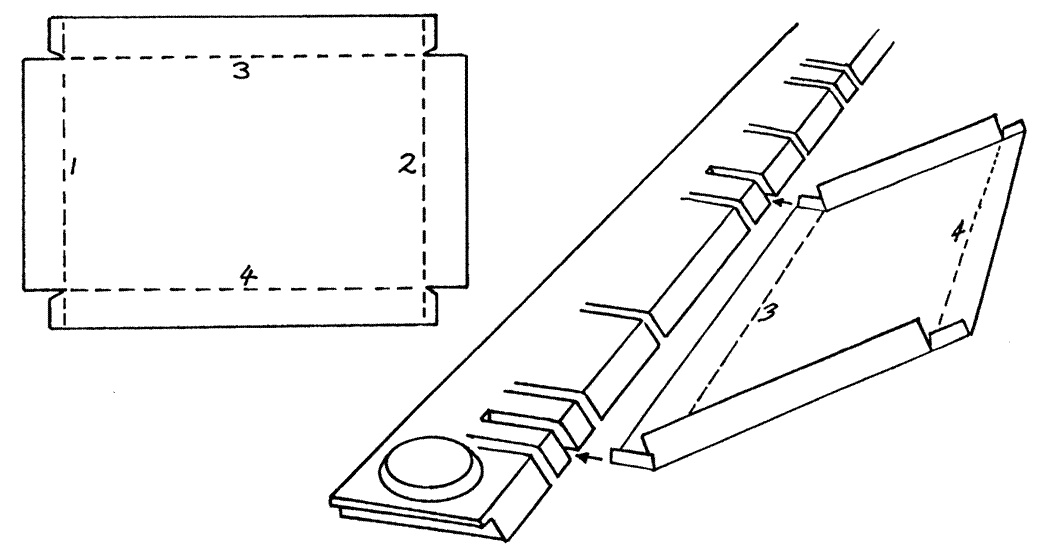
പ്രത്യേക ഉപകരണത്തിന്റെ മറ്റൊരു ഉദാഹരണം സ്ലോട്ട് ക്ലാമ്പ്ബാർ ആണ്.ഇതിന്റെ ഉപയോഗം മാനുവലിൽ വിശദീകരിച്ചിട്ടുണ്ട്, അത് ഇവിടെ ചിത്രീകരിച്ചിരിക്കുന്നു:

6.3 മില്ലിമീറ്റർ (1/4") കട്ടിയുള്ള ഈ കഷണം ഒരു പ്രത്യേക ക്ലാമ്പ്ബാർ ഉപയോഗിച്ച് ഒരു മാഗ്നാബെൻഡിൽ വളച്ച്, ബസ്ബാർ എടുക്കുന്നതിന് അതിലൂടെ ഒരു റിബേറ്റ് മില്ലിംഗ് ചെയ്തു:
ചെമ്പ് ബസ്ബാർ വളയ്ക്കുന്നതിനുള്ള റിബേറ്റ് ക്ലാമ്പ്ബാർ.
പ്രത്യേക ഉപകരണങ്ങൾക്കായി നിരവധി സാധ്യതകൾ ഉണ്ട്.
നിങ്ങൾക്ക് ആശയം നൽകുന്നതിനുള്ള ചില സ്കെച്ചുകൾ ഇതാ:
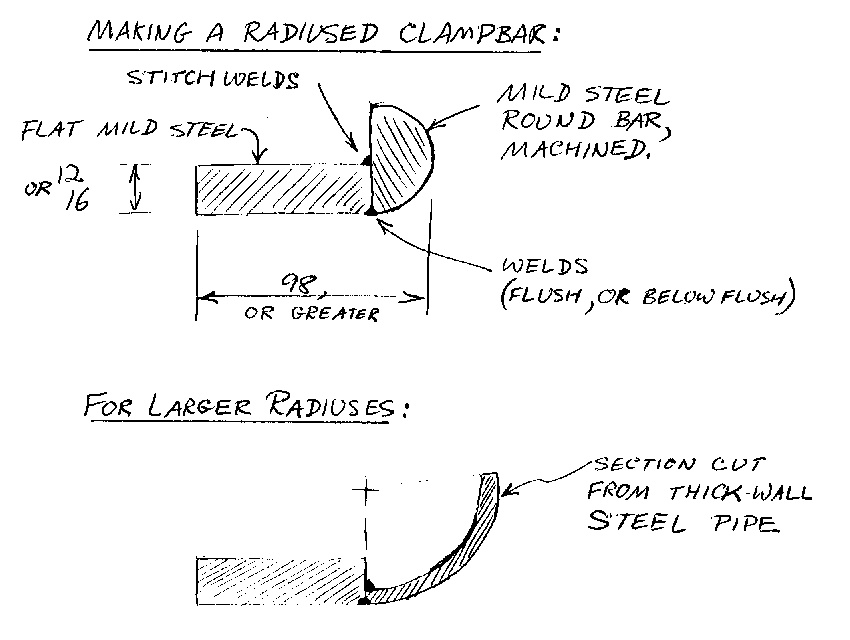
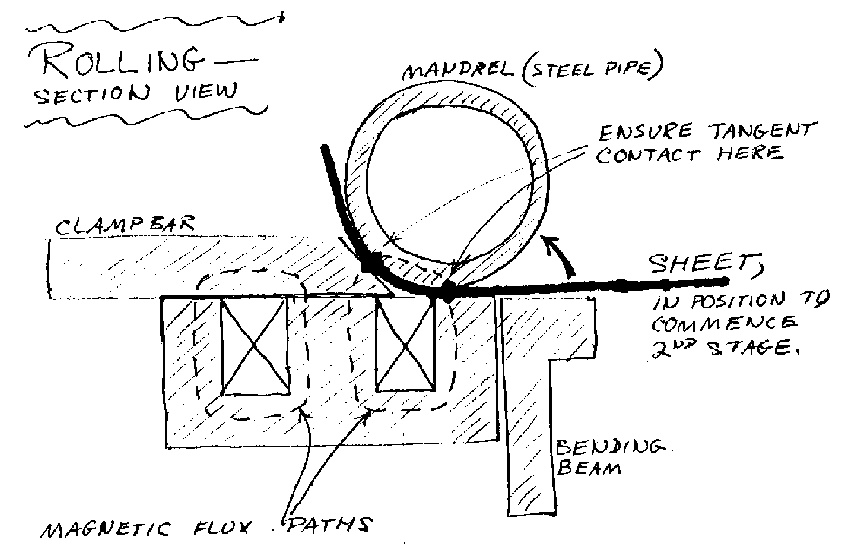
ഘടിപ്പിക്കാത്ത പൈപ്പ് ഉപയോഗിച്ച് വളവ് രൂപപ്പെടുത്തുമ്പോൾ ചുവടെയുള്ള ഡ്രോയിംഗിലെ വിശദാംശങ്ങൾ ശ്രദ്ധിക്കുക.ഡാഷ്ഡ് ലൈനുകൾ പ്രതിനിധീകരിക്കുന്ന കാന്തിക ഫ്ലക്സ്, കാര്യമായ വായു വിടവ് കടക്കാതെ പൈപ്പ് വിഭാഗത്തിലേക്ക് കടന്നുപോകാൻ കഴിയുന്ന തരത്തിൽ ഭാഗങ്ങൾ ക്രമീകരിച്ചിരിക്കുന്നത് വളരെ പ്രധാനമാണ്.