നിരവധി അഭ്യർത്ഥനകൾക്ക് ശേഷം ഞാൻ ഇപ്പോൾ ഈ വെബ്സൈറ്റിലേക്ക് മാഗ്നബെൻഡ് സെന്റർലെസ് ഹിംഗുകളുടെ വിശദമായ ഡ്രോയിംഗുകൾ ചേർക്കുന്നു.
എന്നിരുന്നാലും, ഈ ഹിംഗുകൾ ഒറ്റത്തവണ മെഷീനായി നിർമ്മിക്കുന്നത് വളരെ ബുദ്ധിമുട്ടാണെന്ന് ദയവായി ശ്രദ്ധിക്കുക.
ഹിംഗിന്റെ പ്രധാന ഭാഗങ്ങൾക്ക് കൃത്യമായ കാസ്റ്റിംഗ് (ഉദാഹരണത്തിന് നിക്ഷേപ പ്രക്രിയ വഴി) അല്ലെങ്കിൽ NC രീതികൾ വഴിയുള്ള യന്ത്രം ആവശ്യമാണ്.
ഹോബിയിസ്റ്റുകൾ ഒരുപക്ഷേ ഈ ഹിഞ്ച് ഉണ്ടാക്കാൻ ശ്രമിക്കരുത്.
എന്നിരുന്നാലും നിർമ്മാതാക്കൾ ഈ ഡ്രോയിംഗുകൾ വളരെ സഹായകരമാണെന്ന് കണ്ടെത്തിയേക്കാം.
(അടുത്തിടെ വികസിപ്പിച്ച HEMI-HINGE നിർമ്മിക്കാനുള്ള എളുപ്പത്തിനായി, ഇവിടെ ഒരു പൂർണ്ണ വിവരണവും ഡ്രോയിംഗുകളും കാണുക).
മാഗ്നാബെൻഡ് സെന്റർലെസ് കോമ്പൗണ്ട് ഹിഞ്ച് മിസ്റ്റർ ജെഫ് ഫെന്റൺ കണ്ടുപിടിച്ചതാണ്, അത് പല രാജ്യങ്ങളിലും പേറ്റന്റ് നേടിയിട്ടുണ്ട്.(പേറ്റന്റുകൾ ഇപ്പോൾ കാലഹരണപ്പെട്ടു).
ഈ ഹിംഗുകളുടെ രൂപകൽപ്പന മാഗ്നബെൻഡ് മെഷീനെ പൂർണ്ണമായും ഓപ്പൺ-എൻഡ് ചെയ്യാൻ അനുവദിക്കുന്നു.
ബെൻഡിംഗ് ബീം ഒരു വെർച്വൽ അക്ഷത്തിന് ചുറ്റും പിവറ്റ് ചെയ്യുന്നു, സാധാരണയായി മെഷീന്റെ പ്രവർത്തന പ്രതലത്തിന് അൽപ്പം മുകളിലാണ്, കൂടാതെ ബീമിന് 180 ഡിഗ്രി ഭ്രമണത്തിലൂടെ സ്വിംഗ് ചെയ്യാൻ കഴിയും.
ചുവടെയുള്ള ഡ്രോയിംഗുകളിലും ചിത്രങ്ങളിലും ഒരൊറ്റ ഹിഞ്ച് അസംബ്ലി മാത്രമേ കാണിച്ചിട്ടുള്ളൂ.എന്നിരുന്നാലും ഒരു ഹിഞ്ച് അക്ഷം നിർവചിക്കുന്നതിന് കുറഞ്ഞത് 2 ഹിഞ്ച് അസംബ്ലികളെങ്കിലും ഇൻസ്റ്റാൾ ചെയ്തിരിക്കണം.
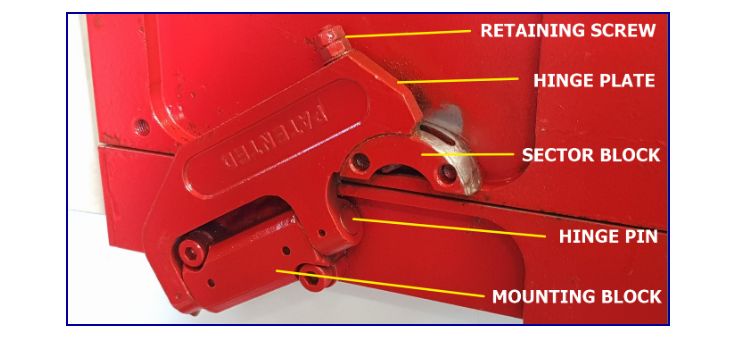
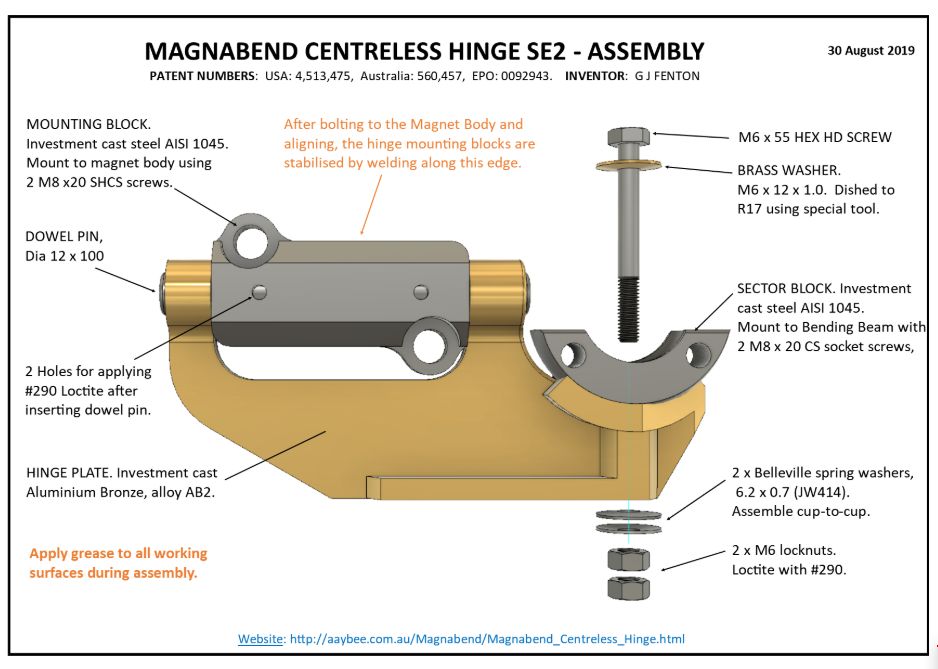
ഹിഞ്ച് അസംബ്ലിയും പാർട്സ് ഐഡന്റിഫിക്കേഷനും (180 ഡിഗ്രിയിൽ ബെൻഡിംഗ് ബീം):
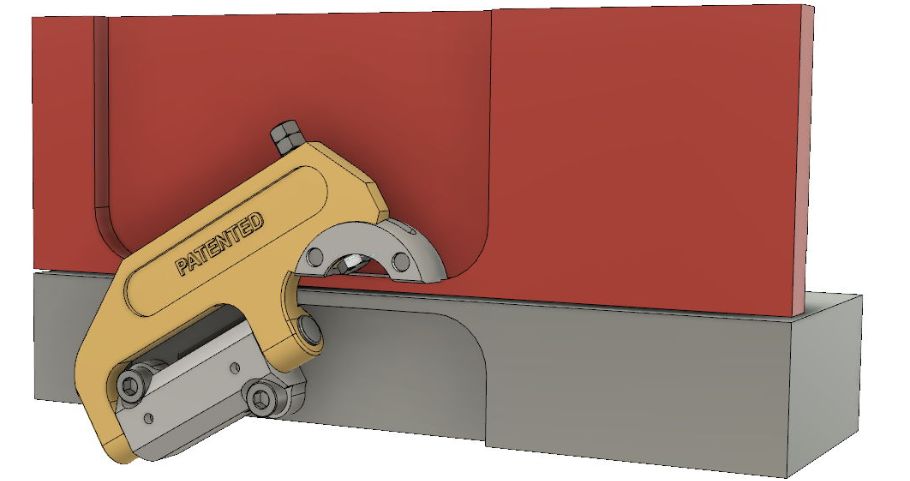
ഏകദേശം 90 ഡിഗ്രി പൊസിഷനിൽ ബെൻഡിംഗ് ബീം ഉള്ള ഹിഞ്ച്:

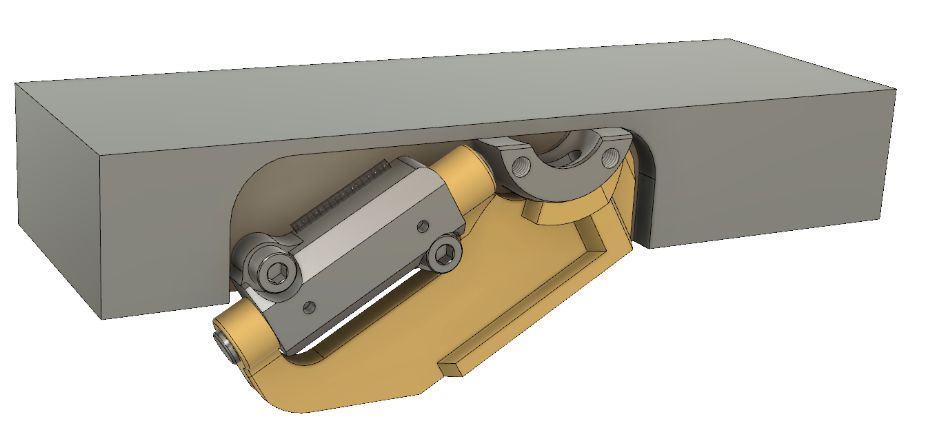
മൗണ്ടഡ് ഹിഞ്ച് അസംബ്ലി -3D മോഡലുകൾ:
താഴെയുള്ള ഡയഗ്രം ഹിംഗിന്റെ ഒരു 3-D മോഡലിൽ നിന്ന് എടുത്തതാണ്.
ഇനിപ്പറയുന്ന "STEP" ഫയൽ ക്ലിക്ക് ചെയ്യുന്നതിലൂടെ: മൗണ്ടഡ് ഹിഞ്ച് മോഡൽ.സ്റ്റെപ്പ് നിങ്ങൾക്ക് 3D മോഡൽ കാണാൻ കഴിയും.
(ഇനിപ്പറയുന്ന ആപ്പുകൾ .step ഫയലുകൾ തുറക്കും: AutoCAD, Solidworks, Fusion360, IronCAD അല്ലെങ്കിൽ ആ ആപ്പുകൾക്കായി ഒരു "വ്യൂവറിൽ").
3D മോഡൽ തുറന്നാൽ, നിങ്ങൾക്ക് ഏത് കോണിൽ നിന്നും ഭാഗങ്ങൾ നോക്കാം, വിശദാംശങ്ങൾ കാണാൻ സൂം ചെയ്യാം, അല്ലെങ്കിൽ മറ്റ് ഭാഗങ്ങൾ കൂടുതൽ വ്യക്തമായി കാണുന്നതിന് ചില ഭാഗങ്ങൾ അപ്രത്യക്ഷമാക്കാം.നിങ്ങൾക്ക് ഏതെങ്കിലും ഭാഗങ്ങളിൽ അളവുകൾ നടത്താനും കഴിയും.
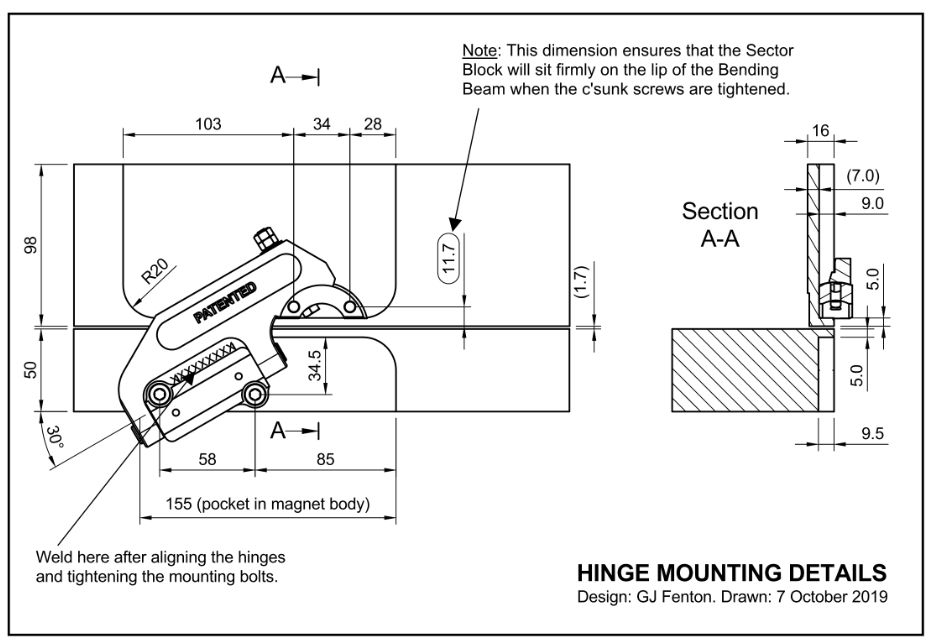
ഹിഞ്ച് അസംബ്ലി മൌണ്ട് ചെയ്യുന്നതിനുള്ള അളവുകൾ:
ഹിഞ്ച് അസംബ്ലി:
വിപുലീകരിച്ച കാഴ്ചയ്ക്കായി ഡ്രോയിംഗിൽ ക്ലിക്കുചെയ്യുക.ഒരു pdf ഫയലിനായി ഇവിടെ ക്ലിക്ക് ചെയ്യുക: Hinge Assembly.PDF
വിശദമായ ഡ്രോയിംഗുകൾ:
ചുവടെ ഉൾപ്പെടുത്തിയിരിക്കുന്ന 3D മോഡൽ ഫയലുകൾ (STEP ഫയലുകൾ) 3D പ്രിന്റിംഗിനോ കമ്പ്യൂട്ടർ എയ്ഡഡ് മാനുഫാക്ചറിങ്ങിനോ (CAM) ഉപയോഗിക്കാം.
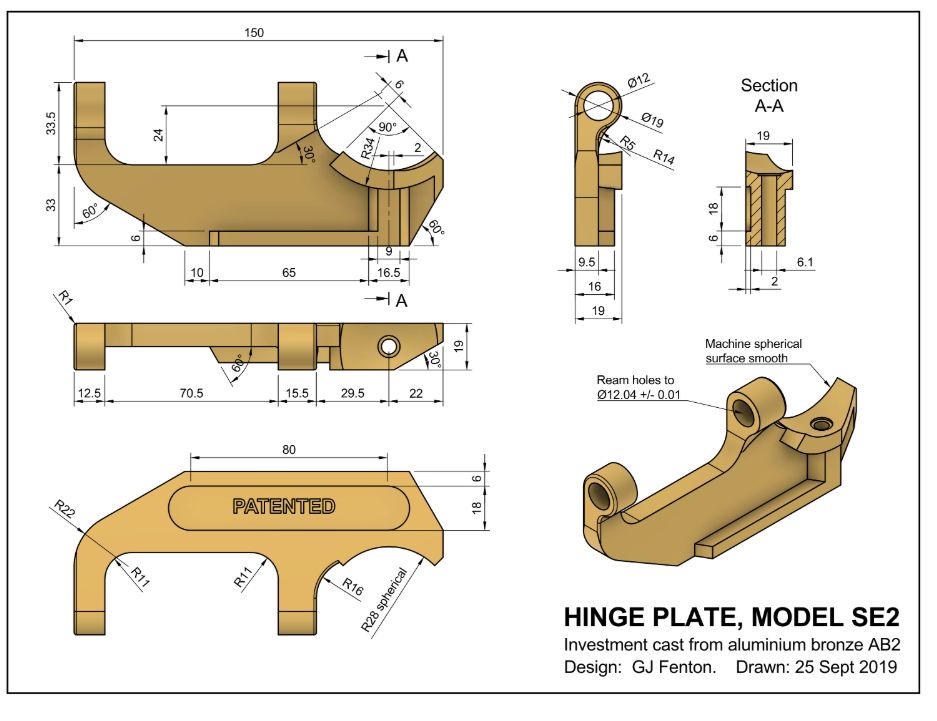
1. ഹിഞ്ച് പ്ലേറ്റ്:
വിപുലീകരിച്ച കാഴ്ചയ്ക്കായി ഡ്രോയിംഗിൽ ക്ലിക്കുചെയ്യുക.ഒരു pdf ഫയലിനായി ഇവിടെ ക്ലിക്ക് ചെയ്യുക: Hinge Plate.PDF.3D മോഡൽ: Hinge Plate.step
2. മൗണ്ടിംഗ് ബ്ലോക്ക്:
വലുതാക്കാൻ ഡ്രോയിംഗിൽ ക്ലിക്കുചെയ്യുക.ഒരു പിഡിഎഫ് ഫയലിനായി ഇവിടെ ക്ലിക്ക് ചെയ്യുക: Mounting_Block-welded.PDF, 3D മോഡൽ: MountingBlock.step
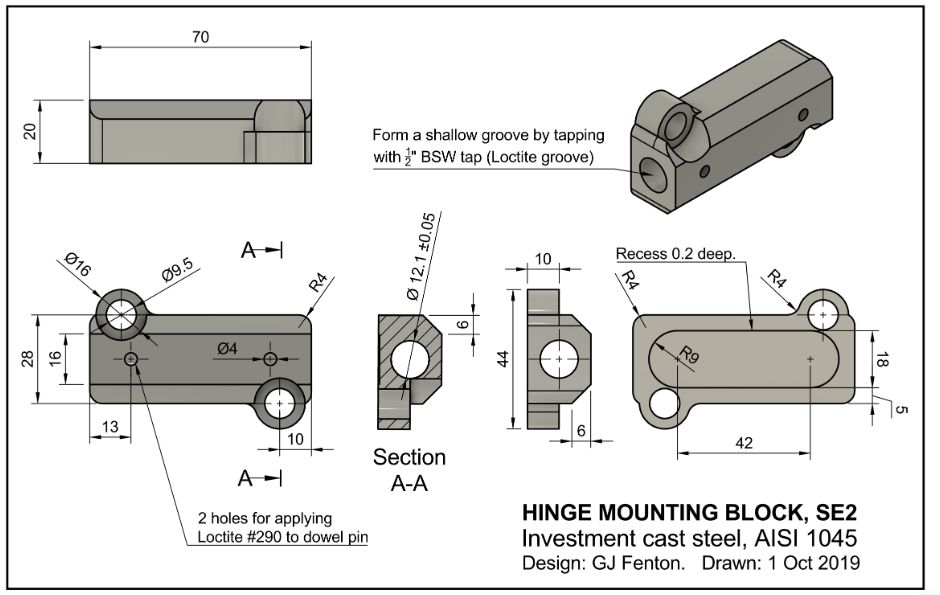
മൗണ്ടിംഗ് ബ്ലോക്ക് മെറ്റീരിയൽ AISI-1045 ആണ്.ഈ ഉയർന്ന കാർബൺ സ്റ്റീൽ അതിന്റെ ഉയർന്ന ശക്തിക്കും ഹിഞ്ച് പിൻ ദ്വാരത്തിന് ചുറ്റും കറങ്ങുന്നതിനുള്ള പ്രതിരോധത്തിനും വേണ്ടി തിരഞ്ഞെടുത്തിരിക്കുന്നു.
ഈ ഹിഞ്ച് മൗണ്ടിംഗ് ബ്ലോക്ക് അന്തിമ വിന്യാസത്തിന് ശേഷം മാഗ്നറ്റ് ബോഡിയിലേക്ക് വെൽഡിംഗ് വഴി സ്ഥിരത കൈവരിക്കാൻ രൂപകൽപ്പന ചെയ്തിട്ടുള്ളതാണ് എന്നത് ശ്രദ്ധിക്കുക.
ഹിഞ്ച് പിൻക്കുള്ള ദ്വാരത്തിനുള്ളിൽ ഒരു ആഴം കുറഞ്ഞ ത്രെഡിനുള്ള സ്പെസിഫിക്കേഷനും ശ്രദ്ധിക്കുക.ഹിഞ്ച് അസംബ്ലി സമയത്ത് പ്രയോഗിക്കുന്ന വിക്ക്-ഇൻ ലോക്കറ്റൈറ്റിനായി ഈ ത്രെഡ് ഒരു ചാനൽ നൽകുന്നു.(നന്നായി ലോക്ക് ചെയ്തിട്ടില്ലെങ്കിൽ ഹിഞ്ച് പിന്നുകൾക്ക് പ്രവർത്തിക്കാനുള്ള ശക്തമായ പ്രവണതയുണ്ട്).
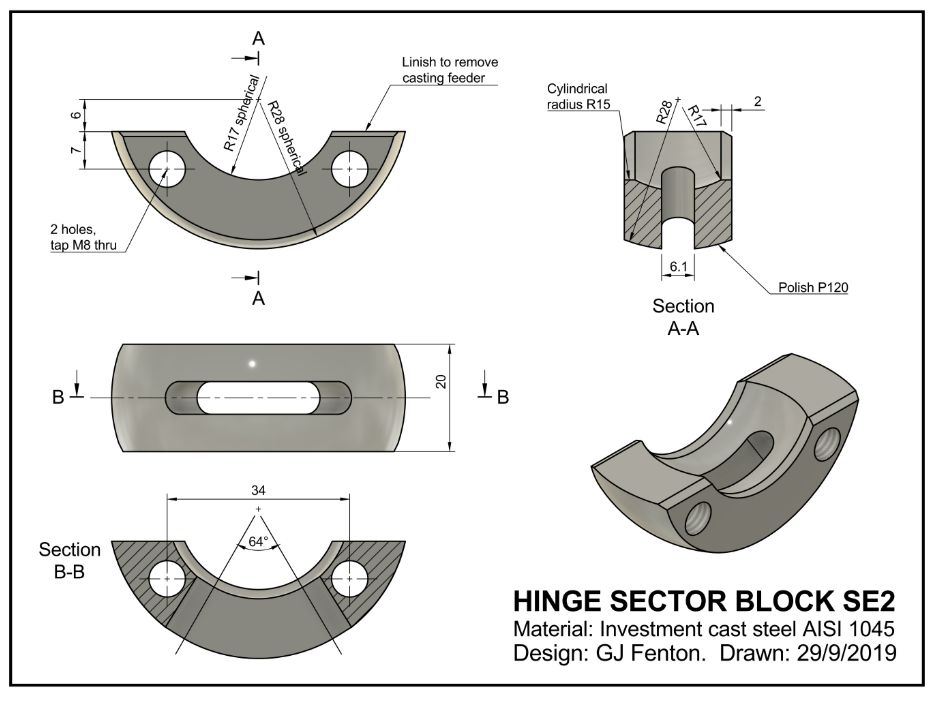
3. സെക്ടർ ബ്ലോക്ക്:
വിപുലീകരിച്ച കാഴ്ചയ്ക്കായി ഡ്രോയിംഗിൽ ക്ലിക്കുചെയ്യുക.ഒരു pdf ഫയലിനായി ഇവിടെ ക്ലിക്ക് ചെയ്യുക: Sector Block.PDF, 3D Cad ഫയൽ: SectorBlock.step
4. ഹിഞ്ച് പിൻ:
ഹാർഡൻഡ് ആൻഡ് ഗ്രൗണ്ട് പ്രിസിഷൻ സ്റ്റീൽ ഡോവൽ പിൻ.

ബോൾട്ട്-ഓൺ ഹിംഗുകൾ
ഹിഞ്ച് അസംബ്ലിക്ക് മുകളിലുള്ള ഡ്രോയിംഗുകളിലും മോഡലുകളിലും ബെൻഡിംഗ് ബീമിലേക്ക് (സെക്ടർ ബ്ലോക്കിലെ സ്ക്രൂകൾ വഴി) ബോൾട്ട് ചെയ്തിരിക്കുന്നു, എന്നാൽ മാഗ്നറ്റ് ബോഡിയിലേക്കുള്ള അറ്റാച്ച്മെന്റ് ബോൾട്ടിംഗിലും വെൽഡിംഗിലും ആശ്രയിക്കുന്നു.
വെൽഡിംഗ് ആവശ്യമില്ലെങ്കിൽ ഹിഞ്ച് അസംബ്ലി നിർമ്മിക്കാനും ഇൻസ്റ്റാൾ ചെയ്യാനും കൂടുതൽ സൗകര്യപ്രദമായിരിക്കും.
ഹിംഗിന്റെ വികസന വേളയിൽ, ഉയർന്ന പ്രാദേശികവൽക്കരിച്ച ലോഡുകൾ പ്രയോഗിക്കുമ്പോൾ മൗണ്ടിംഗ് ബ്ലോക്ക് വഴുതിപ്പോകില്ലെന്ന് ഉറപ്പുനൽകുന്നതിന് ബോൾട്ടുകൾ കൊണ്ട് മാത്രം വേണ്ടത്ര ഘർഷണം ലഭിക്കില്ലെന്ന് ഞങ്ങൾ കണ്ടെത്തി.
ശ്രദ്ധിക്കുക: ബോൾട്ടുകളുടെ ഷങ്കുകൾ തന്നെ മൗണ്ടിംഗ് ബ്ലോക്ക് വഴുതിപ്പോകുന്നത് തടയുന്നില്ല, കാരണം ബോൾട്ടുകൾ വലിയ ദ്വാരങ്ങളിലാണ്.ക്രമീകരണത്തിനും സ്ഥാനങ്ങളിലെ ചെറിയ കൃത്യതകൾക്കും നൽകുന്നതിന് ദ്വാരങ്ങളിൽ ക്ലിയറൻസ് ആവശ്യമാണ്.
എന്നിരുന്നാലും, പ്രൊഡക്ഷൻ ലൈനുകൾക്കായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്ന പ്രത്യേക മാഗ്നബെൻഡ് മെഷീനുകളുടെ ഒരു ശ്രേണിക്കായി ഞങ്ങൾ പൂർണ്ണമായും ബോൾട്ട്-ഓൺ ഹിംഗുകൾ വിതരണം ചെയ്തു.
ആ മെഷീനുകൾക്ക്, ഹിഞ്ച് ലോഡുകൾ മിതമായതും നന്നായി നിർവചിക്കപ്പെട്ടതുമാണ്, അതിനാൽ ബോൾട്ട്-ഓൺ ഹിംഗുകൾ നന്നായി പ്രവർത്തിക്കുന്നു.
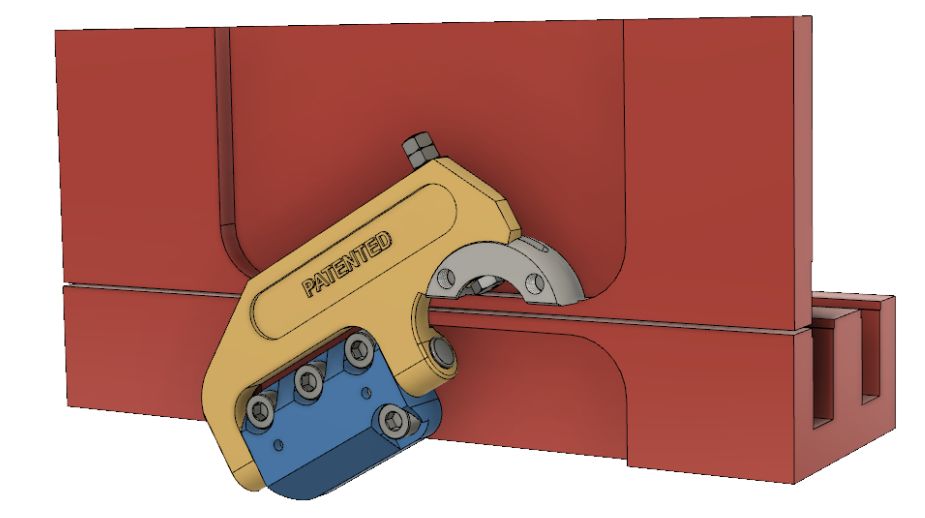
മൗണ്ടിംഗ് ബ്ലോക്കിന് താഴെയുള്ള ഡയഗ്രാമിൽ (നീല നിറം) നാല് M8 ബോൾട്ടുകൾ (രണ്ട് M8 ബോൾട്ടുകൾ പ്ലസ് വെൽഡിങ്ങിനു പകരം) സ്വീകരിക്കാൻ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു.
പ്രൊഡക്ഷൻ-ലൈൻ മാഗ്നബെൻഡ് മെഷീനുകൾക്കായി ഉപയോഗിച്ചിരുന്ന രൂപകൽപ്പനയായിരുന്നു ഇത്.
(പ്രധാനമായും 1990-കളിൽ വിവിധ നീളത്തിലുള്ള 400-ഓളം പ്രത്യേക യന്ത്രങ്ങൾ ഞങ്ങൾ നിർമ്മിച്ചു).
മുകളിലെ രണ്ട് M8 ബോൾട്ടുകൾ ഹിഞ്ച് പോക്കറ്റിന് കീഴിലുള്ള ഭാഗത്ത് 7.5 മില്ലിമീറ്റർ കട്ടിയുള്ള മാഗ്നറ്റ് ബോഡിയുടെ മുൻ ധ്രുവത്തിലേക്ക് ടാപ്പുചെയ്യുന്നത് ശ്രദ്ധിക്കുക.
അതിനാൽ ഈ സ്ക്രൂകൾ 16 മില്ലീമീറ്ററിൽ കൂടരുത് (മൌണ്ടിംഗ് ബ്ലോക്കിൽ 9 മില്ലീമീറ്ററും മാഗ്നറ്റ് ബോഡിയിൽ 7 മില്ലീമീറ്ററും).
സ്ക്രൂകൾ കൂടുതൽ ദൈർഘ്യമേറിയതാണെങ്കിൽ, അവ മാഗ്നബെൻഡ് കോയിലിനെ ബാധിക്കും, അവ ചെറുതാണെങ്കിൽ, അപര്യാപ്തമായ ത്രെഡ് നീളം ഉണ്ടാകും, അതായത് സ്ക്രൂകൾ അവയുടെ ശുപാർശിത ടെൻഷനിലേക്ക് (39 Nm) ടോർക്ക് ചെയ്യുമ്പോൾ ത്രെഡുകൾ സ്ട്രിപ്പ് ചെയ്തേക്കാം.
M10 ബോൾട്ടുകൾക്കുള്ള മൗണ്ടിംഗ് ബ്ലോക്ക്:
M10 ബോൾട്ടുകൾ സ്വീകരിക്കുന്നതിനായി മൗണ്ടിംഗ് ബ്ലോക്ക് ഹോളുകൾ വലുതാക്കിയിടത്ത് ഞങ്ങൾ ചില പരിശോധനകൾ നടത്തി.ഈ വലിയ ബോൾട്ടുകൾ ഉയർന്ന പിരിമുറുക്കത്തിലേക്ക് (77 Nm) ടോർക്ക് ചെയ്യാവുന്നതാണ്, ഇത്, മൗണ്ടിംഗ് ബ്ലോക്കിന് കീഴിൽ Loctite #680 ഉപയോഗിച്ചുകൊണ്ട്, ഒരു സാധാരണ മാഗ്നാബെൻഡ് മെഷീനായി (വളയാൻ റേറ്റുചെയ്തിരിക്കുന്ന) മൗണ്ടിംഗ് ബ്ലോക്ക് വഴുതിപ്പോകുന്നത് തടയാൻ മതിയായ ഘർഷണത്തിന് കാരണമായി. 1.6 എംഎം സ്റ്റീൽ വരെ).
എന്നിരുന്നാലും ഈ രൂപകൽപ്പനയ്ക്ക് കുറച്ച് പരിഷ്ക്കരണവും കൂടുതൽ പരിശോധനയും ആവശ്യമാണ്.
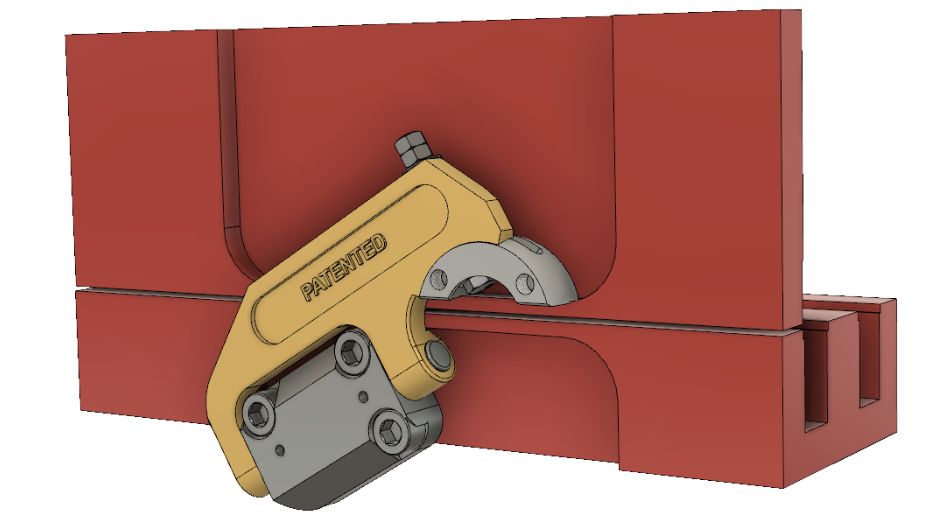
ചുവടെയുള്ള ഡയഗ്രം 3 x M10 ബോൾട്ടുകൾ ഉപയോഗിച്ച് മാഗ്നറ്റ് ബോഡിയിലേക്ക് ഘടിപ്പിച്ചിരിക്കുന്ന ഹിഞ്ച് കാണിക്കുന്നു:
ഏതെങ്കിലും നിർമ്മാതാവ് പൂർണ്ണമായും ബോൾട്ട്-ഓൺ ഹിംഗിനെക്കുറിച്ച് കൂടുതൽ വിശദാംശങ്ങൾ ആഗ്രഹിക്കുന്നുവെങ്കിൽ, ദയവായി എന്നെ ബന്ധപ്പെടുക.
പോസ്റ്റ് സമയം: ഒക്ടോബർ-12-2022